 +86-15371769898
+86-15371769898 [email protected]
[email protected]
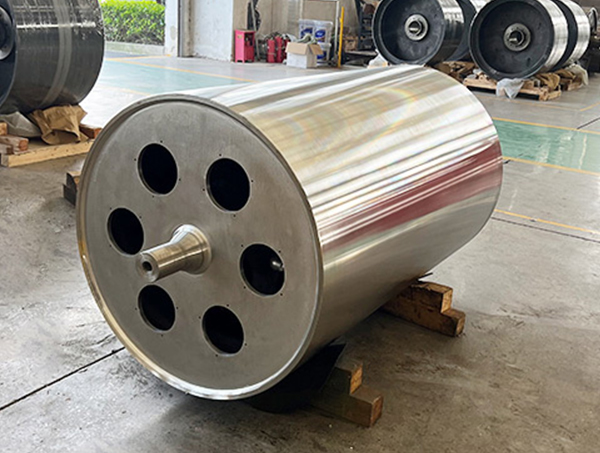
+86-15371769898[email protected]Rolos de superfície espelhada alcançar seu acabamento de alto brilho através de um processo de fabricação de vários estágios controlado com precisão que combina seleção de material de base, usinagem áspera e fina, múltiplas rodadas de retificação e polimento final para atingir uma rugosidade superficial (Ra) de 0,01 a 0,05 micrômetros - suave o suficiente para refletir a luz como um espelho. Neste nível de refinamento de superfície, o rolo pode transmitir seu acabamento diretamente em filmes, folhas, revestimentos e laminados durante o processamento industrial, tornando a qualidade da superfície do rolo o fator mais importante na qualidade do produto acabado.
A rugosidade da superfície é medida pelo Valor Ra (rugosidade média aritmética) — o desvio médio dos picos e vales superficiais em relação a uma linha média, expresso em micrómetros (µm). Quanto menor o valor de Ra, mais lisa e refletiva será a superfície.
| Grau de superfície | Valor Ra (µm) | Aparência | Aplicação Típica |
|---|---|---|---|
| Usinado padrão | 1,6 – 3,2 | Marcas de ferramentas visíveis | Rolos industriais em geral |
| Terreno fino | 0,4 – 0,8 | Aparência suave e fosca | Rolos de filme e papel padrão |
| Polido de alto brilho | 0,05 – 0,2 | Brilhante, semi-reflexo | Filme de embalagem, papel revestido |
| Superfície do espelho | 0,01 – 0,05 | Reflexão total do espelho | Filmes ópticos, laminados decorativos, revestimento de precisão |
| Ultra-espelho (super acabamento) | <0,01 | Reflexão opticamente perfeita | Painéis de exibição, filmes semicondutores |
Para colocar o valor Ra da superfície do espelho em perspectiva: um fio de cabelo humano tem aproximadamente 70 micrômetros de diâmetro - um rolo de superfície espelhada em Ra 0,01 µm é 7.000 vezes mais suave do que a largura de um único fio de cabelo.
A obtenção de um acabamento espelhado começa muito antes de qualquer polimento. A escolha do material de base determina diretamente quão fino o acabamento pode ser alcançado – e quanto tempo esse acabamento durará nas condições de produção.
Os materiais de base mais comumente usados para rolos de superfície espelhada são:
Uma vez selecionado o material de base, o rolo bruto é desbastado em um torno CNC até 0,3 a 0,5 mm do diâmetro final . Esta margem de material é deixada deliberadamente para acomodar posterior retificação e acabamento sem arriscar cortes dimensionais.
Para rolos de aço, o tratamento térmico segue a usinagem de desbaste e é fundamental para o desempenho do acabamento espelhado:
A retificação é onde a superfície do rolo inicia sua transformação de uma peça bruta usinada em um cilindro de precisão. A retificação de rolos de superfície espelhada é realizada em múltiplas passagens com discos abrasivos progressivamente mais finos , cada passagem remove uma quantidade menor de material e deixa uma superfície progressivamente mais lisa.
Uma sequência típica de retificação para um rolo de superfície espelhada:
Durante a moagem, taxa de fluxo do refrigerante, velocidade da roda, velocidade de rotação da peça e taxa transversal são todos controlados com precisão — os desvios causam danos térmicos, marcas de trepidação ou queimaduras de retificação que não podem ser recuperadas sem reiniciar a sequência de retificação.
Para muitos rolos de superfície espelhada, um o revestimento de superfície dura é aplicado após o acabamento do lixamento para fornecer a combinação de dureza, resistência à corrosão e qualidade de superfície receptiva ao polimento que o material de base sozinho não pode oferecer. As três tecnologias de revestimento mais comuns são:
O revestimento tradicional e mais utilizado para rolos de superfície espelhada. O cromo duro galvanizado atinge uma dureza de AT 850–1.050 e pode ser polido para valores de Ra abaixo de 0,02 µm. Camadas cromadas de 0,05 a 0,2 mm de espessura são padrão para rolos industriais. A rede de microfissuras inerente à cromagem proporciona alguma retenção de lubrificante, o que ajuda a proteger a superfície durante o contato com o filme. No entanto, devido às regulamentações ambientais em torno do cromo hexavalente (Cr VI), revestimentos alternativos são cada vez mais especificados.
A pulverização de combustível de oxigênio de alta velocidade (HVOF) deposita um revestimento denso de carboneto de tungstênio-cobalto (WC-Co) com valores de dureza de VH 1.200–1.500 – significativamente mais difícil que o cromo. Os revestimentos HVOF são praticamente isentos de porosidade, altamente resistentes à abrasão e à corrosão e podem ser polidos até valores Ra de 0,02–0,05 µm . Eles são a escolha preferida em aplicações onde o cromo é proibido ou onde a vida útil do rolo em condições abrasivas é crítica.
Os revestimentos cerâmicos aplicados por spray de plasma oferecem excelente dureza ( AV 1.000–1.400 ) e excelente resistência química. A cerâmica de óxido de cromo (Cr₂O₃), em particular, pode ser polida para obter qualidade espelhada e é amplamente usada em rolos de impressão, revestimento e processamento químico, onde o contato agressivo com a mídia é inevitável.
O polimento é o que transforma um rolo revestido ou retificado com precisão em uma verdadeira superfície espelhada. É a etapa mais trabalhosa e dependente de habilidade em todo o processo de fabricação, e a maior responsável pelo valor final de Ra alcançado.
O polimento espelhado de rolos industriais é realizado em etapas sequenciais usando abrasivos progressivamente mais finos:
Cada etapa de polimento deve ser realizada com ferramentas limpas e um ambiente livre de contaminação — uma única partícula abrasiva de um estágio mais grosso deixada na superfície do rolo criará um arranhão que penetra em todos os estágios de polimento mais finos subsequentes, exigindo que toda a sequência seja reiniciada a partir do ponto de contaminação.
Após o polimento, cada rolo de superfície espelhada passa por um rigoroso protocolo de inspeção de qualidade antes de ser liberado para uso. As principais medidas incluem:
| Palco | Process | Ra alcançado (µm) | Objetivo principal |
|---|---|---|---|
| 1 | Seleção de materiais e torneamento em desbaste | 3.2 – 6.3 | Estabeleça a geometria e a base do material |
| 2 | Tratamento térmico | — | Obtenha dureza superficial HRC 58–65 |
| 3 | Retificação cilíndrica multipasse | 0,05 – 0,2 | Geometria de precisão, precisão dimensional |
| 4 | Revestimento de superfície (cromo/HVOF/cerâmica) | 0,1 – 0,4 | Dureza, resistência à corrosão, polibilidade |
| 5 | Polimento espelhado sequencial | 0,01 – 0,05 | Obtenha refletividade espelhada e Ra final |
| 6 | Inspeção de qualidade e balanceamento dinâmico | Verificado ≤ 0,05 | Confirme todas as especificações antes do lançamento |
Um rolo de superfície espelhada não atinge seu acabamento de alto brilho por acidente ou através de um único processo - é o resultado de seis estágios de fabricação sequenciados com precisão, cada um baseado no último , desde a seleção do material de base e tratamento térmico até a retificação em múltiplas passagens, revestimento de superfície e polimento espelhado final. O valor Ra alcançado em cada estágio define o limite máximo para o que o próximo estágio pode realizar, e é por isso que nenhuma etapa pode ser ignorada ou apressada. O valor final de Ra de 0,01 a 0,05 µm que define um verdadeiro rolo de superfície espelhada representa um dos mais altos níveis de acabamento superficial alcançável na fabricação industrial - e determina diretamente o brilho, a clareza e a qualidade de cada produto que o rolo toca.







Dedicada ao desenvolvimento e fabricação de diversos formatos de rolos com diferentes estruturas de rolos.
Telefone: +86-15371769898
E-mail: [email protected]
Adicionar: Avenida Lifa, 9, cidade de Chengdong, condado de Haian, cidade de Nantong, província de Jiangsu, China
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Todos os direitos reservados.
